Compensation of Cutter Marks in Peripheral Milling by Actuator-Controlled Movement
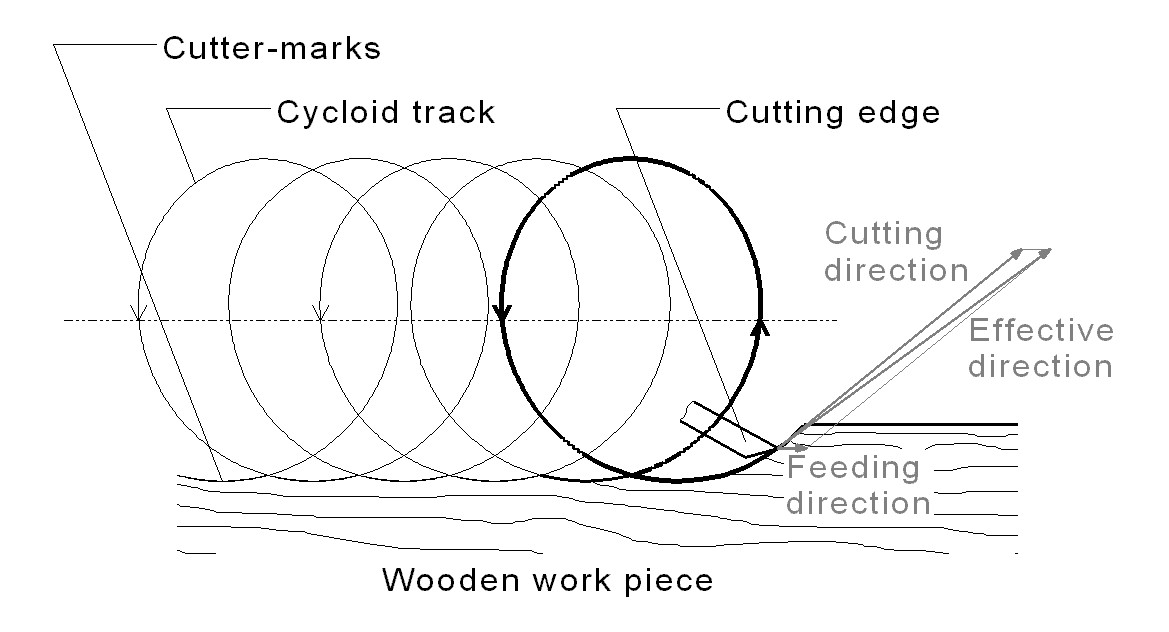
Machining processes in which the directions of the vectors of the cutting and feed motion are not the same very often produce special process-related, regular kinematic surface topographies on the manufactured surfaces on the workpiece. This applies, for example, to peripheral milling processes, where so-called cutter marks are produced. This is referred to as kinematic roughness. The shape of the surface, which is characterized by these periodic cutter marks, must in many cases be accepted as a given and can only be minimized by precise adjustment and adapted selection of the kinematic setting variables (tool speed, feed rate, number of cutting edges). A series of fine machining processes are then used to level out these topographical deviations from the desired flat shape of the finished surface. One possibility to compensate the arc-shaped motion during peripheral milling is the corresponding linear motion of the complete peripheral milling tool.
Publications
- Gottlöber, C.; Röbenack, K.; Ahmed, D. & Eckhardt, S.: An Approach for Actuator Controlled Motion of Peripheral Milling Tools on Wood.
International Journal of Engeineering Research and Applications (IJERA), 2012, vol. 2, no. 6, pp. 1208-1213 - Röbenack, K.; Ahmed, D.; Eckhardt, S. & Gottlöber, C.: Peripheral Milling of Wooden Materials without Cutter-Marks - A Mechatronic Approach.
WSEAS Transactions on Applied and Theoretical Mechanics, 2013, 8(2), 170-179. - Ahmed, D.; Gottlöber, C.; Röbenack, K.: Active Trajectory Tracking of Cutting Edge in Peripheral Milling.
In: Proc. 58th Ilmenau Scientific Colloquium, Technische Universität Ilmenau, 08-12 September 2014, paper 2096. - Gottlöber, C.; Wagenführ, A.; Röbenack, K.; Ahmed, D.; Eckhardt, S.: Strategies, Concepts and Approaches to Avoid Cutter-Marks on Wooden Workpiece Surfaces.
Wood Material Science & Engineering 11.3 (2016): 147-155.